挤出吹塑是成型中空塑件的主要成型方法之一。挤出吹塑通常的方法是由挤出机挤出1个管坯,再将管坯移至开启的吹塑模具中,然后闭合模具,通入压缩空气,使管坯吹塑成型为1个中空塑件。挤出吹塑成型的主要产品有大型的储液罐、桶、壶,中型的洗发水瓶、洗涤剂瓶和小型的药瓶等。对于大型和中型塑件,用单管单型腔的挤出吹塑可充分利用设备、能源和人力等资源;对于中小型塑件一模一件生产效率低,对设备、能源和人力也造成很大的浪费。单型坯挤出多型腔吹塑方案是由挤出机挤出一个口径较大的料坯,达到一定长度后切断,移至开设了多个型腔的吹塑模具中,合模夹持,再通入压缩空气进行吹胀、冷却定型、开模取件,该方案生产率高、挤出模具和吹塑模具都简单,该生产方式在实际的生产中已得到了应用。国外的塑料瓶的三合一无菌灌装机,将挤出、吹塑和灌装合为一体,其中挤出吹塑用的就是单管多型腔的挤出方式。此方法极大提高了设备的生产效率,节约了资源,但是仍然存在中空塑件的局部环向无法复合新的材料的问题,而文章提出的挤出双片材型坯横向吹塑的方法可以有效地解决此问题,见图1,2。并且其设备的加工及在生产过程中的控制更容易实现,具有很大的优势。
1、挤出双片材型坯横向吹塑
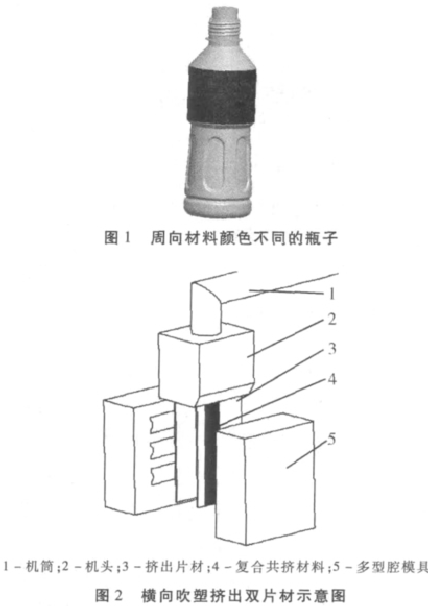
挤出双片材型坯横向吹塑的方法可以实现在瓶体环向复合其他材料,可以用于改变瓶体在环向的强度或者颜色,并且可以有效利用设备,提高生产效率。
挤出双片材型坯横向吹塑的的原理为:利用挤出机向下挤出2个平行片材,合模的同时横向插入吹针吹塑,使瓶体成型,抽出吹针,冷却脱模。通过复合挤出方法可在片材表而复合其它材料;在吹塑的过程中采取多型腔模具,有效提高了生产的效率;型坯为片材,故其生产质量更容易控制。具体方法如图2所示。
由机头2挤出2个片材3,根据需要调节其厚度和宽度,可复合共挤出其他的材料4,然后闭合模具5,将2个片材的边缘压紧的同时,从侧而插入的吹针吹气,使片材鼓胀紧贴模具内表而,从而避免双片材在空腔处就勤合在一起。之后吹塑成型,在模型的型腔中成型瓶体。最后,瓶体成型冷却后直接脱模。
如果需要灌装,则需要将模具转向900,灌装入液体,将成型瓶体上部的活动滑块移除,滑入封口模块,密封瓶口,灌装封口完成。
在挤出吹塑的过程中,应良好的控制材料的勤度、挤出片材的长度,以有效控制因熔体的垂伸所带来的片材沿竖直方向的厚度偏差,造成瓶体的不均匀性。
2、挤出双片材型坯吹塑的可行性模拟
对于挤出双片材吹塑这种新方法可行性进行了数值模拟。模拟软件Polyflow的非定常模型可以模拟分析吹塑成型工艺,如今对于大型的单模单件的如汽车油箱已有模拟研究回,这种挤出片材横向多型腔吹塑的方法,也可利用软件对该方法进行定性的模拟分析以验证其可行性,并提出修改意见。为简化分析,取无复合材料的片材进行1 /2瓶体的吹塑模拟。
3、结论
1)提出了挤出双片材型坯横向吹塑成型的新型方法,可以有效解决在制品周向复合其他材料的问题。
2)对新的吹塑方法进行了计算机的模拟分析,佳昊认为由薄片进行的瓶体吹塑是可行的,压力高时成型速度快,瓶体厚度薄。
3)与传统的吹塑方法相比,该方法可根据瓶体的形状设计挤出机头口模,更好地保证瓶体厚度均匀度,并节约原材料。